服务热线:
130 6390 5690服务热线:
130 6390 5690
手 机:130 6390 5690
邮 箱:1079460260@qq.com
地 址:常州市武进高新区兰陵南路588号9幢915
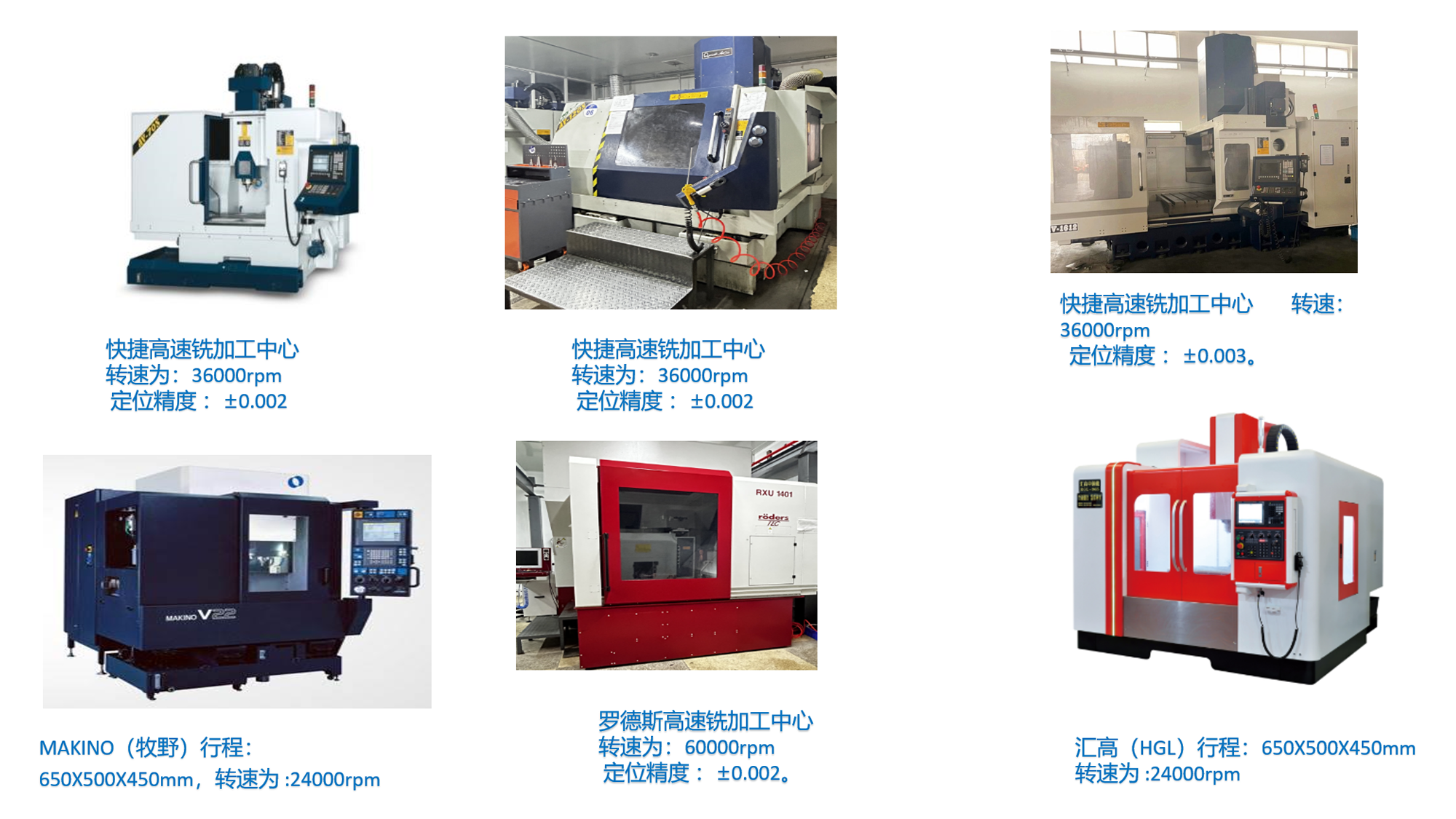
注射成型五要素:
1、温度℃:材料粘流态温度热分解温度,螺杆温度,射嘴温度,热流道温度,模具分型面温度,油温。
2、压力Mpa:注射压力,保压压力,储料压力,顶出压力,射台压力,锁模压力,开模压力,关模压力。
3、速度%:注射速度,保压速度,螺杆转速,顶出速度,射台速度,锁模速度,开模速度,关模速度。
4、时间s:注射时间,保压时间,储料时间,冷却时间,原料烘干时间,生产周期。
5、位置mm:注射位置,储料位置,顶出位置,开关模具距离。
")
在注塑成型中,这些要素都是相辅相成的。成型中有许多工艺缺陷如缺料欠注、缩水、真空泡、龟裂、熔接痕、表面顶白拉伤等(排除设备原料模具等其他因素),都是因为五要素设置不得当出现的问题,所以需要了解什么是注塑成型五要素,在生产工作中对产品件不熟、新开发的产品、模具设计存在问题、缺少工作经验等原因,使工艺调试复杂,熟练使用成型五要素,快速分析思路,做出正确工艺调试。在这里使用几个案列巧妙使用成型五要素。
案例一:熔接痕
缺陷原因及方法:
")
注塑成型中熔接痕不可避免都会产生,其产生原因在溶体填充型腔时,多古溶股体融合到一起,每一股前锋相碰汇合成接痕(凹槽)从而产生熔接痕,是一个3维空间形成,只能改变形状(变小),或者隐藏在不显而易见的地方。
")
熔接痕
a材料温度 b模具温度太低-----溶体温度太低加快制品成型速率,使熔体前锋汇合速率缓慢导致------ a.增加注射压力和注射速度和填充位置 b缩短成型周期c控制模具内水的通过量,增加模温机提高模温d提高螺杆温度
案列二:裂纹(龟裂)
缺陷原因及方法:
裂纹是注塑成型最复杂繁琐的缺陷,包括开模裂、顶出时裂、顶后裂、真空负压等,裂纹不同于飞边和缩水不妨碍生产会影响产品使用质量和性能,材料的选择和模具设计和结构有很大的关系,超过材料弹性形变时,就会出现开裂裂纹。
")
a低注射压力或注射速度b保压压力太大或保压时间太长c模具温度太低------成型材料与模具的热涨(冷缩)存在差异和进胶量大,残余应力太高导致---a降低注射压力或注射速度b减小保压压力或缩短保压时间c控制模具内水的通过量,增加模温机提高模温使模温均匀
注塑成型的五个要素:温度、压力、速度、位置、时间。对于这几个要点的掌握,决定注塑件的优劣。灵活熟练地应用五要素去解决生产实际中的问题,更加需要实际操作的经验。注塑设备的了解,每种问题的成因并不相同,产品件的空间结构,模具等相关的具体知识以及经验。但不乏五要素中的每一点。
掌握五要素并不是能够解决所有问题,但是五要素是分析问题的关键。一个注塑工艺人员必须能够熟练掌握并且应用五要素,这是必然。

130 6390 5690